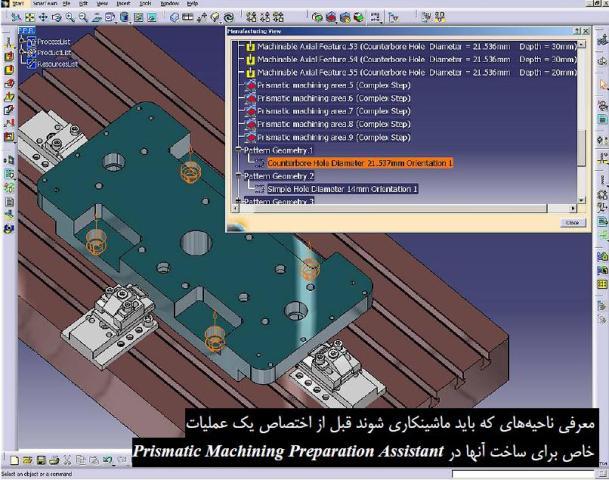
در قسمت ششم این مجموعه آموزشی شما با نحوه ماشینکاری 2/5 محوره در قالب یک تمرین عملی بطور کامل آشنا می شوید:
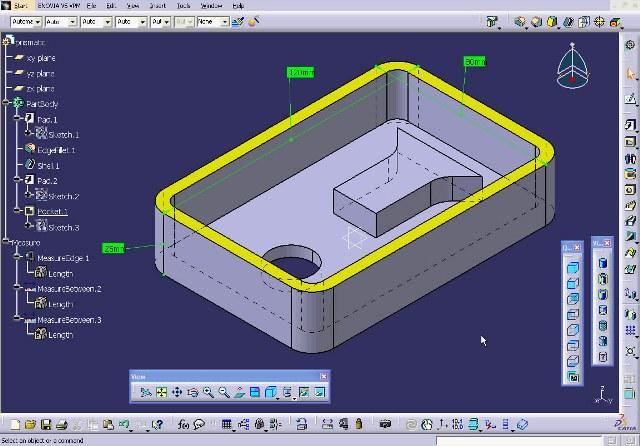
در این مجموعه آموزشی قرار است قطعه بالا در محیط فرزکاری کتیا (Prismatic Machining) بطور کامل ماشینکاری شود. مراحل کار بدین صورت است که پس از تنظیمات اولیه (Manufacturing Program) مراحل ماشینکاری قدم به قدم بر روی قطعه کار تعریف و شبیه سازی می گردد و احیانا اگر خطایی در روند ماشینکاری وجود داشته باشد پس از شبیه سازی آن اشکال را برطرف می نماییم.
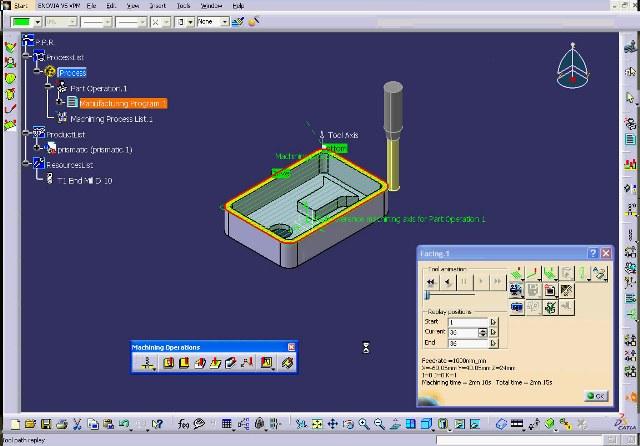
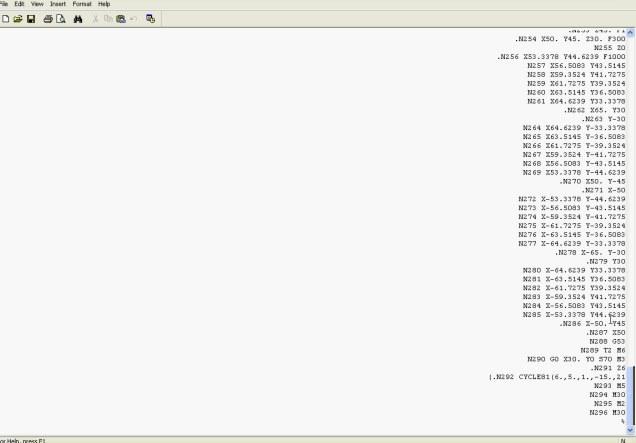
عملیات Facing و Pocketing و Profile Contouring و Drilling بطور کامل بر روی این قطعه کار شرح داده شده است. نکته ای که بایستی در ماشینکاری فرزکاری قطعات به آن توجه داشته باشیم، نحوه نزدیک شدن ابزار به قطعه کار (Approach) و همچنین نحوه خارج شدن یا دور شدن ابزار از قطعه کار (Retract) می باشد که در این مجموعه آموزشی بطور کامل به آن پرداخته شده است. این مجموعه آموزشی برای کاربرانی که تا به حال یک تمرین عملی ماشینکاری با کتیا انجام نداده اند خیلی می تواند مفید و سودمند باشد و برای کاربرانی که قبلا پروژه هایی را با این نرم افزار انجام داده اند نیز می تواند مفید واقع شود. در نهایت پس از اتمام عملیات ماشینکاری و اطمینان از درستی عملیات، نحوه ایجاد جی کد (G code) و دریافت آن به کاربر آموزش داده می شود.
جهت خرید آموزش کتیا، طراحی پروسه ماشینکاری و استخراج G کدهای دستگاه فرز Prismatic Machining در نرم افزار CATIA - قسمت ششم - ماشینکاری 2/5 محوره به مبلغ استثنایی فقط 3000 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
جهت یادگیری نرم افزار پیشرفته کتیا از مرحله مقدماتی تا پیشرفته با کمترین هزینه فقط کافی است گام به گام با ما همراه باشید
کلیه فایل های آموزشی این قسمت با فرمت Media Player و با کیفیت عالی چه از لحاظ صدا و چه از لحاظ تصویر می باشد.
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر فروشگاه ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 10000 (ده هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 10000 تومان خرید موفق عبارت درخواست کد تخفیف و ایمیل که موقع خرید ثبت نمودید را به شماره موبایل 09365876274 ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به شماره شما پیامک خواهند نمود
آموزش کتیا، طراحی پروسه ماشینکاری و استخراج G کدهای دستگاه فرز Prismatic Machining در نرم افزار CATIA - قسمت ششم - ماشینکاری 2/5 محوره